+7 (495) 380-00-55 , бесплатно из регионов в Москву: 8 800 1001-741
История ТЗСК
ООО «ЗСК» — Тольяттинский завод Стальных Колёс
Российский производитель штампованных дисков, уверенно занимающий ведущие позиции на отечественном авторынке.
Производство сосредоточено на одном заводе общей площадью около 12 000 кв.м. К предприятию подведены собственные железнодорожные пути и инженерные коммуникации, что обеспечивает бесперебойный доступ к ресурсам и позволяет выпускать продукцию, полностью соответствующую европейским стандартам качества.
Актуально сегодня. В 2024 году завод первым в России запустил производство штампованных дисков диаметром 18 и 19 дюймов — ранее этот размер был доступен только в литых моделях. После масштабной модернизации мощность предприятия выросла до 3,5 млн колёс в год, что позволило ЗСК занять 35 % вторичного рынка штампованных дисков России.
Ассортимент охватывает размеры от 13 до 19 дюймов и включает модели для 22 наиболее распространённых марок автомобилей в странах СНГ, включая Ford Transit и Peugeot Boxer. Следующий шаг — выпуск дисков для грузового транспорта и сельскохозяйственной техники.
Продукция ЗСК сертифицирована и соответствует требованиям международного стандарта ISO 9001:2015. Сочетание конкурентоспособных цен и стабильно высокого качества обеспечило производителю широкий круг лояльных клиентов.
Как производят диски: 4 этапа технологии ЗСК
1. Штамповка диска
Рулонная сталь поступает в раскрой, затем заготовка проходит семь последовательных операций штамповки. В результате формируется внутренняя часть колеса — с заданной геометрией, центральной формовкой и вентиляционными отверстиями.
2. Изготовление обода
Работа ведётся на автоматической линии «Fontune Grotnes» (Италия). Линия выполняет размотку, рубку, сворачивание полосы в кольцо, стыковую сварку, обработку шва и профилировку в три этапа. Завершает процесс калибровка обода — готовое изделие имеет точные размеры и правильную геометрию.
3. Сборка колеса
В ободе пробивается отверстие под вентиль, затем диск запрессовывается в обод. Соединение фиксируется четырьмя электросварными швами. После сварки колесо проходит корректировку на прессе — радиальное и торцевое биение устраняются, достигается идеальная ровность.
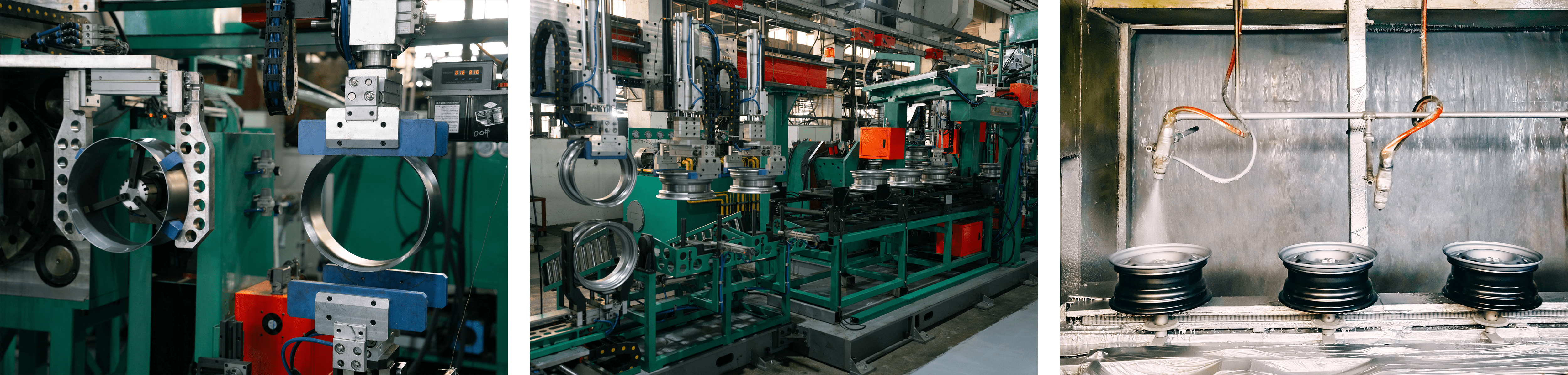
4. Окраска и упаковка
Финишная обработка выполняется на итальянских линиях «Trasmetal». Наносится катафарезный грунт (чёрный), обеспечивающий высокую коррозионную стойкость. При необходимости лицевая сторона покрывается декоративной серебристой эмалью. Готовые колёса упаковываются в паллеты и фиксируются стрейч-плёнкой — это гарантирует сохранность при транспортировке.